3. Impression 3D#
Cette semaine, on a entrepris l’impression de la pièce 3D conceptualisée grâce à openscad durant le module 2 !
Prise en main de PrusaSlicer#
C’est un outil opensource qui te permettra d’exporter des fichiers d’impression pour les imprimantes Prusa du fablab.
Il y a un tutoriel que tu devras lire avant de commencer ce module, qui est relativement complet mais pas très parlant quand on n’a jamais utilisé PrusaSlicer.
J’ai d’abord exporté mon fichier .scad vers .stl pour pouvoir l’envoyer vers PrusaSlicer. Dans openscad, après avoir calculé le rendu de ma forme : (<fichier <exporter comme stl).

Ensuite, arrivé sur PrusaSlicer je t’invite à faire défiler ta souris le long de la barre et horizontale située en haut de la planche et la barre verticale, ce qui affichera la fonctionnalité de chaque item.
Clique sur  afin d’ouvrir ton fichier contenant ton protoype 3D.
afin d’ouvrir ton fichier contenant ton protoype 3D.
Pour l’impression, il y aura quelques modifications à effectuer :
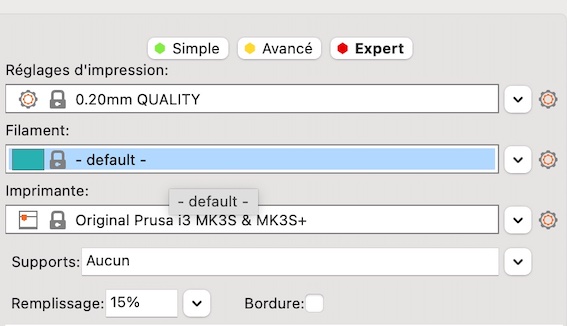
- Se mettre en expert afin de pouvoir utiliser PrusaSlicer le plus complètement possible
- Garder 0.20 mm, qui est un bon compromis entre vitesse et qualité d’impression
- Choisir le bon filament ! Nous utilisions du PLA
- Choisir l’imprimante Prusa i3 MK3S & MK3+
- Selon la complexité de l’objet, il te faudra mettre des supports ou non
- Étant donné que ma forme était cubique, j’ai choisi un remplissage de 10%
- J’ai activé les bordures (en bas à droite de l’image ci-dessus), ce qui est utile pour que la pièce reste stable tout au long de l’impression
Afin de voir le temps d’impression, il suffit de cliquer sur découper maintenant. Il est demandé qu’il n’excède pas 30 minutes pour avoir le temps d’imprimer même si des problèmes sont rencontrés ; que ce soit lors de ton impression ou de l’assemblage des pièces avec les personnes de ton équipe.
Quand tout est ok, j’ai pris un lecteur de carte SD et une carte SD (tous 2 disponibles au fablab) sur laquelle j’ai exporté le G-code qui est code lisible par l’imprimante 3D.
Une fois la carte SD mise dans une imprimante Prusa, le nom de votre fichier .stl s’affichera sur l’écran de l’imprimante, il suffit de le sélectionner et l’impression se lance !
Problèmes rencontrés lors de l’impression#
L’imprimante ne chauffait pas normalement, les températures affichées sur l’écran et annonçant la température atteinte par l’imprante et la buse avant de commencer l’impression n’étaient pas suffisament élevées.
Pourquoi ? Car je n’avais pas sélectionné la bonne imprimante, comme je te l’ai indiqué plus haut :)
La première impression a donné ----> 
Pourquoi ? Car je n’avais pas sélectionné un remplissage suffisant et la plan supérieur du parallélépipède n’était pas assez supporté pendant son impression ! J’ai augmenté à 100% le remplissage pour être, mais aussi pour avoir une base de catapulte assez massive.
Ensuite, j’ai réussi une impression mais les cylindres étaient 2x trop larges pour que puisse s’emboiter la pièce de ma collègue ✨Camille Jacqueline✨. Après avoir discuté avec mon groupe, on a ajusté nos paramètres pour que les pièces tiennent ensemble tout en pouvant être emboitées et déboitées.
Résultat final#
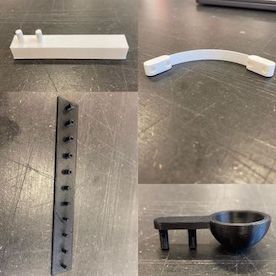
Sur la gauche de l’image on peut voir ma pièce imprimée dans un magnifique blanc et en-dessous une impression de cylindres ayant différents rayons pour qu’on puisse paramétrer nos cylindres par rapports aux troux de la pièce flexible de Camille en haut à droite.
Nous en avons conclu qu’il nous fallait 0.1 mm de rayon en moins pour les cylindres que pour les trous !
Si tu voir notre catapulte en plein action clique .